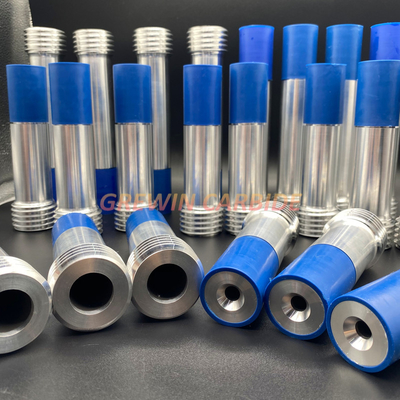
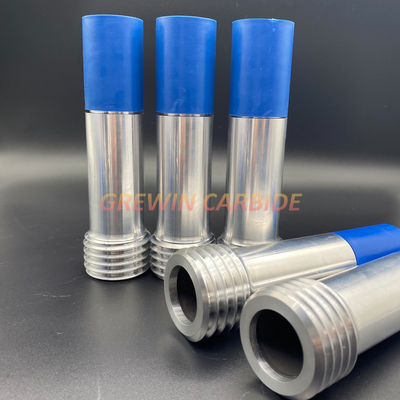
1. Het zand van het boriumcarbide het vernietigen pijpen
zij hebben een levensduur 4-7times van de gesinterde pijpen van het wolframcarbide, maar hun schokweerstand is niet zoals dat van gesinterde carbidepijpen, zodat is geschikt om onder slijtage, stabiele luchtdruk en middelgrote schok te dienen.
Specificatie:
Bestand het malen, niet actief met zure, lage & op hoge temperatuur weerstand,
Density> =2.46g/cm3;
Hardness> =3500kgf/sqm, buigende weerstand: ≥ 400Mpa
Smeltpunt: 2450degree
En nu is de pijp van het boriumcarbide in plaats van hardheidslegering, de pijp van het Wolframcarbide, het zandstralenpijp van het siliciumcarbide.
Het beroepsleven van de pijp van het boriumcarbide is 500-1000H
De grootte kan vanaf tekening worden aangepast
2. Gesinterd wolframcarbide
producten met inbegrip van diverse zand het vernietigen pijp, de nevelpijp van het hoge drukwater, de scherpe pijp van het hoge drukwater, bars, bladen, verzegelende ringen, de blokken van de ponsenmatrijs, glassnijders, enz.
Wij kunnen buizen met diameter van 200mm produceren en de lengte van 300mm, voor ringen, grootte kan diameter tot 320mm en lengte zijn om 200mm te zijn.
de voordelen op Wolframcarbide schuren het vernietigen pijpen:
1. zeer hoge hardheid.
2. stabiele het werk inspanning tijdens het vernietigen.
3. lange grootte is accetable.
4. zeer goede prijzen met vrij snelle levering.
5. speciale grootte met tekening is aanvaardbaar.
De rang adviseert van het zand van het Wolframcarbide het vernietigen pijpen:
| Rang |
Gelijke aan ISO-Categorieaantal |
Prestaties |
Gebruik |
| Dichtheid |
Krommingssterkte |
Hardheid |
| G/Cm3 |
N/mm2 |
HRA |
| YG3 |
K01 |
14.9-15.3 |
1180 |
≥90.5 |
het zandstralen nozzlesQualified voor het fijne draaien en hetfijne draaien toen gietijzer, non-ferrometaal, legeringen evenals non-alloy materialen achtereenvolgens snijdend. Kan draadtrekken van staal en non-ferrometaal maken. Ook gekwalificeerd voor zandstralenpijpen. |
| YG3X |
K01 |
15.1-15.4 |
≥1300 |
≥91.5 |
| YG6X |
K10 |
14.8-15.1 |
≥1560 |
≥91.0 |
Gekwalificeerd voor het machinaal bewerken van gekoeld gietijzer, legeringsgietijzer, vuurvast staal en legeringsstaal. Ook Gekwalificeerd voor het machinaal bewerken van gemeenschappelijk gietijzer. |
| YG6A |
K10 |
14.7-15.1 |
≥1580 |
≥91.0 |
| YG6 |
K20 |
14.7-15.1 |
≥1670 |
≥89.5 |
Gekwalificeerd voor afwerkings machinaal bewerken en semi-afwerking die voor het gietijzer, het non-ferrometaal, de legering en de zuivere materialen machinaal bewerken. Ook gekwalificeerd voor draadtrekken voor het staal en het non-ferrometaal, boren de elektrische boor voor de geologiegebruik en het staal enz. |
| YG8 |
K20-K30 |
14.6-14.9 |
≥1840 |
≥89 |
Gekwalificeerd voor het ruwe machinaal bewerken van gietijzer, non-ferrometaal, nonmetal materialen, het trekken van staal, non-ferrometaal en pijpen, diverse boren voor de geologiegebruik, vervaardigen de hulpmiddelen voor machine en het dragen van delen |
3. Het zand van het siliciumcarbide het vernietigen pijpen
heb middendieslijtageweerstand en anti-schokcapaciteit met boriumcarbide en wolframcarbide wordt vergeleken, en veel lichter dan wolframcarbide.
Geschatte levensduur van pijpen (in uren)
Pijpmateriaal
|
Staalgruis/Schot
|
Zand
|
Aluminiumoxyde
|
Alumina
|
20-40
|
10-30
|
1-4
|
Wolframcarbide
|
500-800
|
300-400
|
20-40
|
Siliciumcarbide
|
600-1000
|
400-600
|
50-100
|
Boriumcarbide
|
1500-2500
|
750-1500
|
200-1000
|
Het product toont:

WARMLYTIPS
01 kan behoorlijk het verlagen van het van het knipselsnelheid en voer tarief het proefleven van de malensnijder verlengen.
02 wanneer het werken, is het noodzakelijk om scherpe vloeistof toe te voegen om de snijkant te beschermen, die de scherpe glansmachine maakt.
03 wanneer er een oxydefilm of andere vaste vorm gegeven laag die op de oppervlakte van het werkstuk blijven zijn, kan het door omkeerbaar malen worden verwijderd.
INST RUCTIONS VOOR GEBRUIK
Welke kopers van de selectie van de eindmolen en werkende instructies moeten op de hoogte zijn
01.
Alvorens het hulpmiddel te gebruiken, te meten gelieve de hulpmiddelafbuiging. Als de nauwkeurigheid van de hulpmiddelafbuiging 0.01mm overschrijdt, te verbeteren gelieve het vóór knipsel.
02.
Korter de lengte van de eindmolen die uit de klem, beter plakken.
Als de eindmolen uit lange tijd plakt, is het noodzakelijk om de rotatiesnelheid, het voertarief of het scherpe bedrag te verlagen.
03.
Tijdens knipsel, als de abnormale trilling of het geluid voorkomen, te verminderen gelieve de scherpe snelheid en scherp feedrate tot de situatie verbetert.
04.
Staal het koelen is bij voorkeur nevel en luchtstraal, die het gebruikseffect van de malensnijder kan effectief verbeteren.
Meer informatie, te contacteren gelieve vriendelijk ons.
Vriendelijke groeten
Grewincarbide
 Uw bericht moet tussen de 20-3.000 tekens bevatten!
Uw bericht moet tussen de 20-3.000 tekens bevatten!